當改性生產者進行換料操作時�,時間就是金錢���。雙螺桿擠出機均設計有可拆卸元件����,其在螺桿軸上的設計對擠出工藝有著重要影響����。
當一種配方結束生產時,需要轉移到下一種螺桿組合中�,這些螺紋元件需要拆除,并更換成新的一組���。執(zhí)行這項重要任務的速度和效率直接影響到利潤�。
所以我們應該考慮采用以下最佳操作來縮減這個過程的時間�����。
01螺紋元件的加熱
首先��,如果可能的話,在使用完螺桿后����,在它們還有余溫的時候立即對它們進行加工,或者將螺絲軸組件放回擠出機中���,將軸和元件一起加熱�。最好讓元件有時間慢慢加熱(大約20分鐘)��。
然后把機頭取下來��,把一部分元件滑到機器末端的高臺或推車上��。
如果必須從機器上取下螺桿并用火加熱的話���,請謹慎并均勻地加熱整個元件���。不要燒到讓金屬變色,這樣的話可能會影響冶金屬性����。要加熱它們而不是燒它們,要有耐心��。
02 螺紋元件的拆卸
當元件被加熱后,用一個木頭或硬塑料制成的沖孔推動元件從軸上脫落�����。也可以用鋁或黃銅漂移銷���,但用的時候要小心一點,因為會對元件產生負面影響���。使用電動沖擊錘會有很大幫助�。
在這一環(huán)節(jié)時請遵循以下步驟:
(1)使用防熱手套�;
(2)在合適的位置對螺桿進行支撐,使其不會彎曲��;
(3)擰開機頭�����,取出元件�����;
(4)使用潤滑劑時�����,需要將元件從軸上拉出;
(5)部分卡死的元件可能需要更多友好的操作�����;
(6)選擇適當?shù)臎_床角度��;
(7)加熱時使用橡膠錘和錘子��,直到元件移動��;
(8)每次拆卸一個元件�,并確保刷干凈或刮干凈裸露的軸。
對于難以拆卸的元件�����,沖擊錘是一種有噪聲的裝置����,但在松動被卡住的螺紋元件時效果很好。
03 螺紋元件的清洗和檢查
從機器上取下螺紋元件后���,至少用鋼絲刷或銅紗布進行初步清潔����,效果可能會更好。刷好之后��,你可以把它們放在烤箱或流態(tài)化浴中清洗�����。但是要注意不要超過金屬的額定溫度�����。
如果有黑色的��,燒焦的��,降解的材料�����,將需要使用某種形式的機械磨損去除����。黃銅或銅刷通常太軟��,很難讓殘余聚合物脫落。如果是這樣你需要:
(1)戴手套和護眼用具�;
(2)在臺式磨床上使用硬鋼絲刷輪;
(3)使用帶砂機(小型氣動便攜式帶砂機也可以)��;
(4)使用噴砂器或干冰噴砂器���;
(5)清潔鍵槽和花鍵孔����。
當螺紋元件清潔好之后����,需要及時檢查它們的細微裂縫和任何刻痕或凹槽。劃痕和溝槽可能會變成裂縫�,應該用銼刀或研磨盤輕輕撫平。
另外�����,端面應使用320砂紙打磨或打磨光滑�。這應該在一個水平,平坦的機械表面���,如大理石板或厚鋼板上進行操作��。
將砂布或320砂紙平鋪在表面上����,將螺紋元件表面畫成八字形,施加足夠的壓力使元件表面均勻清潔��。如果要記錄磨損率����,應用千分尺檢查尺寸并記錄。
有細微裂紋的元件應被丟棄�。如果這些損壞的部件在設備運行時發(fā)生破裂,會造成螺桿的異常扭轉����,破壞機筒�,并導致變速箱災難性的故障。
04 處理螺紋元件時的額外建議
螺紋元件有鋒利的邊緣��,如果處理不當可能會劃傷人體�。在處理螺紋元件時,應佩戴抗割傷面料制成的手套����。以下是一些額外的建議:
(1)用鋼絲刷清潔軸芯�,清除任何殘留的異物��。這包括耦合樣條��。
(2)檢查螺紋元件�����,并使用上一個環(huán)節(jié)介紹的步驟清除異物�。
(3)每次在軸上組裝螺紋元件時都應使用潤滑劑?�?梢杂肎leitmo820�����,它是一種白色的潤滑脂�����,在高溫下不降解�����。
(4)防卡應覆蓋所有軸表面,但要慎用(擦上擦下)�。安裝在軸上時,任何在元件端面上形成的防夾緊裝置都必須拆除����。
(5)定位兩個軸作為彼此平行的一對。如果軸夾具是可用的��,使用這個夾具保持軸在正確的位置�����。
(6)如果沒有夾具����,在正確的軸中心線距離的兩個木塊之間夾緊軸端。
(7)螺紋元件應當成對安裝����。螺紋元件與平行軸的咬合元件之間的相對位置必須正確�����。
(8)一旦第一對放在正確的方向上����,其余的螺紋元件就會“面對面”排列��。通常把第一對移到軸的末端����,這樣每個元件的末端輪廓就可以對齊�,這樣它們就匹配了。
(9)按照設計圖將螺絲元件裝配到軸上����。
(10)通過在一對螺桿頂端上穿螺紋,完成螺桿總成���,初步只是用手擰緊����。最后的擰緊將在螺桿進入擠出機后進行��。
注意:仔細操作���,依次擦拭每個元件端面���。一定要再次檢查它們的對齊����,特別是花鍵軸���。這樣才能確保螺桿能夠作為一組正確轉動���,并加快安裝完成的組件。
(11)組裝的螺桿現(xiàn)在可以通過確認完成的組件之間的間隔一致來進行雙重檢查���。元件之間的公差是非常緊密的���,但是應該可以看到間隙。
手電筒可以用來確認能見度��,并檢查元件之間的光線保持穩(wěn)定���。
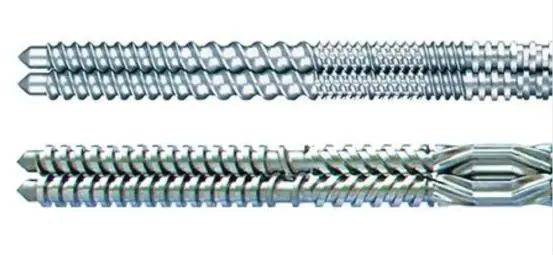
圖丨同向和反向旋轉的螺桿組合
(12)在變速箱輸出軸上安裝螺紋元件-軸芯聯(lián)軸器���。
(13)在軸花鍵上涂上大量的防卡化合物。作為一個裝配檢查����,把兩個螺桿放在一個平的桌子或地板上,使它們正確地嚙合��,并來回滾動螺釘組�����,同時尋找任何干擾(這只適用于同向旋轉螺桿)��。
一組安裝不正確的元件要么會摩擦在一起��,要么會把兩個螺桿的嚙合處推開��。
05
重新安裝螺桿組件
要重新安裝完成的螺桿組件�,首先要確保變速箱輸出軸和聯(lián)軸器在正確的位置:在180°偏移上,這意味著固定螺桿或聯(lián)軸器的指針在9點和3點向外�。
要轉動齒輪箱的輸出軸,要么用手轉動電機輸入聯(lián)軸器(讓主電源關閉和鎖出)��,要么用驅動器非常緩慢地轉動電機���。
以同樣的方式(9點鐘和3點鐘方向)定位螺桿尾軸�,并將兩個螺桿緊密地放在一起��,使它們相互嚙合����。在這一點上需要注意:
(1)從機筒中清除任何硬化的材料��,從連接管道和機筒的孔中吸出所有松動的聚合物雜質碎片�����;
(2)確保機筒的正確對齊�;
(3)目測檢查插頭����、適配器和設備是否有干擾;
(4)插入定時螺桿總成水平并平行�;
(5)如果感覺到干擾,不要進一步用力轉動螺桿���。當螺絲軸花鍵清除封板后����,在花鍵上涂上防卡扣涂層��;
(6)將螺桿總成推入聯(lián)軸器的剩余距離��;
(7)完成螺桿聯(lián)軸器安裝。
一旦螺桿嚙合聯(lián)軸器����,檢查看看兩個螺釘尖從機筒末端法蘭突出相同的距離���。如果不是�����,說明有問題����,應該拆下螺桿并檢查總成����。
這時,用機器附帶的螺桿頭扳手最后擰緊螺桿頭���。記住���,尖有一個左螺紋在同向旋轉擠出機。
擰緊每一個尖�����,直到變速箱/馬達開始旋轉——這就足夠緊了。不要在頂部扳手上使用任何形式的“管”來擰緊頂部�����。
作為最后的檢查���,使用比較低的速度設置 (1-2轉)啟動主驅動器�����,并通過幾轉的時間來旋轉螺桿設置�。如果一切正常����,將速度提高到每分鐘20轉,并傾聽任何敲擊聲�。
輕微的咔噠聲是正常的,因為螺桿/機筒是干燥的��。隨著材料的喂入�����,敲擊聲通常會消失。